冲压模具设计师必备 冲裁间隙的合理选取与实战经验

冲裁间隙是冲压模具设计中最为关键的参数之一,它直接决定了冲裁件的断面质量、尺寸精度、模具寿命以及冲裁力的大小。一个合理的间隙值,是保证生产顺利进行、降低成本、提升产品质量的核心要素。本文将从原理出发,结合实际经验,系统阐述如何合理选取冲裁间隙。
一、 理解冲裁间隙的本质
冲裁间隙是指凸模与凹模刃口部分尺寸之差,通常用单边间隙c来表示。其本质是材料在分离过程中,为裂纹的扩展与汇合预留的物理空间。当间隙合理时,上下裂纹能自然相遇,断面光滑,毛刺小;间隙过小,则上下裂纹互不重合,断面会产生二次剪切,形成双光亮带,同时挤压力剧增,加剧模具磨损;间隙过大,材料撕裂倾向严重,断面粗糙,塌角大,毛刺厚而长。
二、 影响冲裁间隙选取的主要因素
- 材料特性:这是首要因素。材料越硬、强度越高,所需间隙百分比(相对于料厚)越大。例如,软钢、黄铜所需间隙较小(约料厚的5%-10%),而不锈钢、硅钢片所需间隙较大(可达料厚的12%-20%)。材料的厚度均匀性和塑性也需考虑。
- 料厚(t):这是计算间隙的基准。通常,间隙值与料厚成正比。对于薄料(t < 1mm),间隙的绝对值很小,对精度要求极高;对于厚料,间隙绝对值大,但对相对误差的容忍度稍高。
- 工件要求:
- 断面质量:若要求光亮带比例高、毛刺小(如精密电子件),宜采用较小间隙。
- 尺寸精度:一般而言,小间隙有助于提高落料件尺寸精度(以凹模为准),大间隙有助于提高冲孔件尺寸精度(以凸模为准)。但需平衡模具寿命。
- 模具寿命:从延长模具寿命角度,稍大的间隙可以减小冲裁力、卸料力,并降低刃口磨损,尤其是在冲裁硬、厚材料时更为明显。
三、 间隙选取的实用方法与经验数据
设计师通常遵循“查表法”与“经验公式法”相结合的原则。
- 查表法:国内外模具设计手册均提供了针对不同材料的推荐间隙范围表(按料厚百分比给出)。这是最基础、最可靠的依据。例如,对于普通软钢(如Q235),常用初始双边间隙值为料厚的6%-12%。
- 经验公式:
- 对于一般金属材料:单边间隙 c = k * t (其中k为材料系数,t为料厚)。材料系数k可根据材料种类查阅相关手册。
- 一个广泛使用的经验范围:初始双边间隙可取料厚的(5% ~ 15%),具体值根据上述因素在此区间内微调。
- 实用技巧:
- 设计新模具或冲裁新材料时,若无十足把握,建议采用“宁大勿小”的原则。间隙略大可能影响断面质量,但通常仍可接受,且能保护模具;间隙过小则极易导致啃模、崩刃等快速失效。
- 对于形状复杂或尺寸精度要求极高的工件,可考虑采用“阶梯间隙”或“变间隙”设计,即在难成形的角落或局部采用稍大间隙,以利于材料流动和降低局部应力。
- 在满足工件要求的前提下,批量生产模具应优先考虑选用有利于提高模具寿命的较大间隙值。
四、 间隙的标注与制造控制
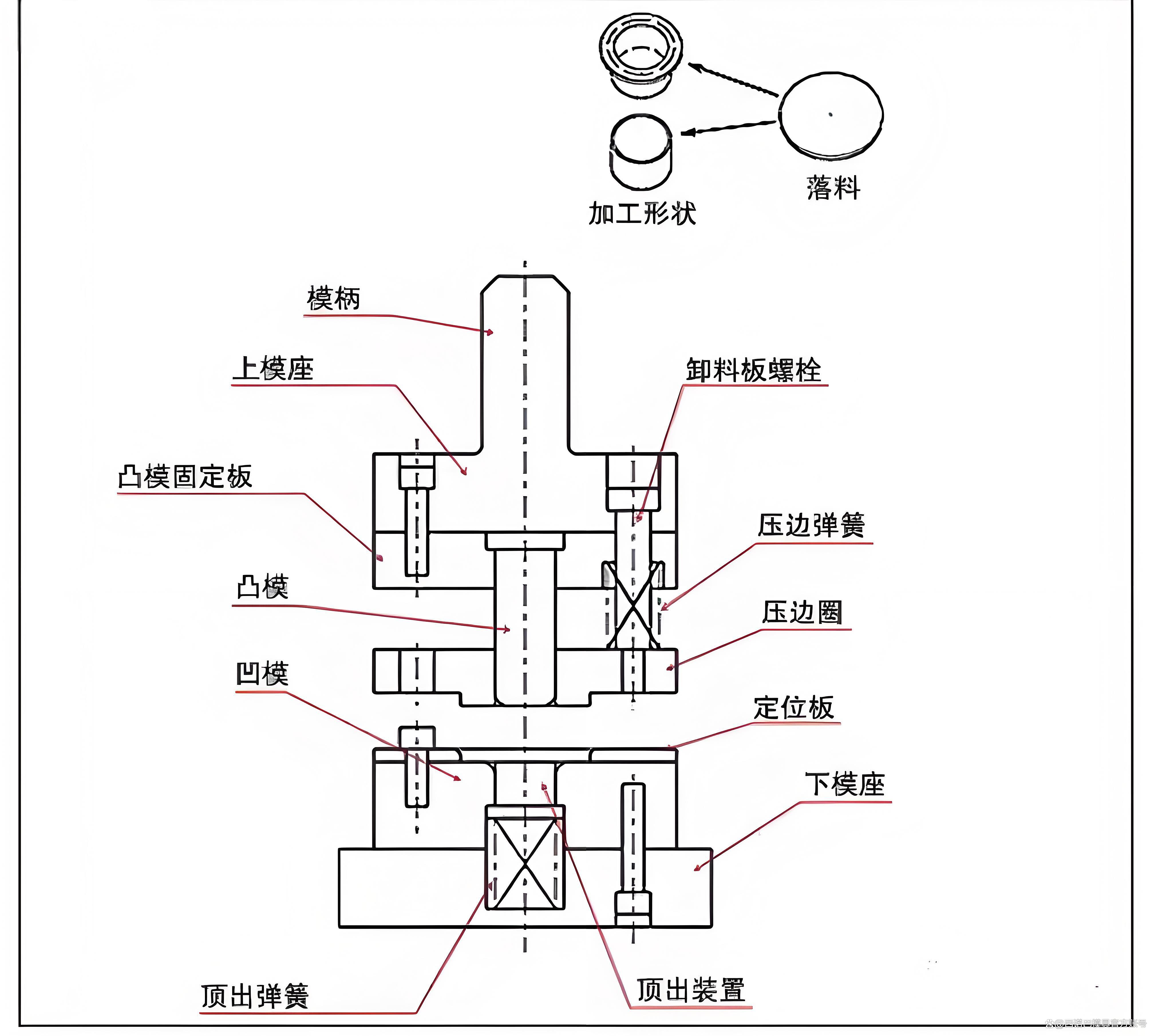
在模具图纸上,必须明确标注间隙要求。通常采取“保证凸模尺寸,配作凹模”或“保证凹模尺寸,配作凸模”的方法,并注明单边间隙值。制造时,必须保证间隙的均匀性,这比绝对值本身更重要。不均匀的间隙会导致断面质量不一、单边磨损、甚至啃模。
合理选取冲裁间隙是一门平衡的艺术,需要在工件质量、模具寿命和生产成本之间找到最佳结合点。优秀的模具设计师不仅会查阅手册,更能根据具体的材料批次、设备状况和生产经验进行灵活调整。记住,没有一成不变的最佳值,只有在特定条件下的最合理值。在实践中不断积累数据、观察断面、分析磨损,是掌握这门艺术的唯一途径。
如若转载,请注明出处:http://www.k36979.com/product/72.html
更新时间:2026-04-18 02:05:00